Mold Star™ 20T

特征
Mold Star™20T可以固化成柔软,坚固的硅胶,硅胶具有抗撕裂性和非常低的长期收缩率。用Mold Star™制造的模具可以在模具库中保存很长时间,并且适用于浇注蜡、石膏、树脂、混凝土和其他材料。Mold Star™20T硅胶可以用Thi-Vex增稠剂增稠,用于涂刷应用场合和效果。通过添加Silc Pig硅胶颜料或Cast Magic效果粉末,可以获得无限的颜色效果。
Mold Star™20T硅胶可耐受高达450°F(232°C)的高温,适用于浇注低温熔融金属合金。
注:本产品在含有硫的表面,即使封闭,也不会固化。






说明
Store and use material at room temperature (73°F/23°C). Warmer temperatures will drastically reduce working time and cure time. Storing material at warmer temperatures will also reduce the usable shelf life of unused material. These products have a limited shelf life and should be used as soon as possible.
Cure Inhibition - Addition cured silicone rubber may be inhibited by certain contaminants in or on the pattern to be molded resulting in tackiness at the pattern interface or a total lack of cure throughout the mold. Latex, sulfur clays, certain wood surfaces, newly cast polyester, epoxy or urethane rubber my cause inhibition. If compatibility between the rubber and the surface is a concern, a small-scale test is recommended. Apply a small amount of rubber onto a non-critical area of the pattern. Inhibition has occurred if the rubber is gummy or uncured after the recommended cure time has passed. To prevent inhibition, one or more coatings of a clear acrylic lacquer applied to the model surface is usually effective. Allow any sealer to thoroughly dry before applying rubber.
Even with a sealer, Mold Star™ 20T will not cure against surfaces containing sulfur. If you are not sure if your clay contains sulfur, do a small compatibility test before using for an important project.
Applying A Release Agent - Although not usually necessary, a release agent will make demolding easier when casting into most surfaces. Ease Release™ 200 is a proven release agent for releasing silicone from silicone or other surfaces. Mann Ease Release™ products are available from Smooth-On or your Smooth-On distributor.
Because no two applications are quite the same, a small test application to determine suitability for your project is recommended if performance of this material is in question.
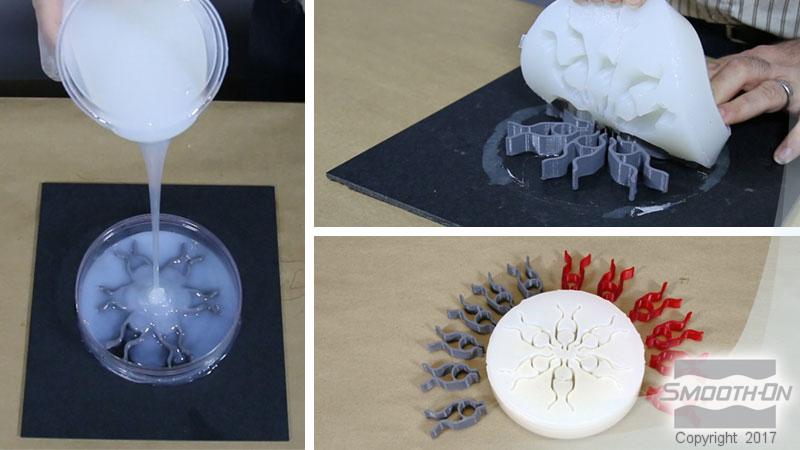
Measuring & Mixing - Before you begin, pre-mix Part A and Part B separately. After dispensing required amounts of Parts A and B into mixing container (1A:1B by volume or weight), mix thoroughly making sure that you scrape the sides and bottom of the mixing container several times.
Optional... Vacuum Degassing - Although not necessary, vacuum degassing helps eliminate any entrapped air in pourable silicone rubber. After mixing parts A and B, vacuum material for 2-3 minutes at 29 inches of mercury, making sure that you leave enough room in container for product expansion.
Pouring - For best results, pour your mixture in a single spot at the lowest point of the containment field. Let the rubber seek its own level. A uniform flow will help minimize entrapped air. If using as a mold material, the liquid rubber should level off at least 1/2” (1.3 cm) over the highest point of the model surface.
Curing - Allow mold rubber to cure for 30 minutes at room temperature (73°F/23°C) before demolding.
Heat Curing - Time to demold can be reduced with mild heat. Example: After pouring Mold Star™ 20T at room temperature, place the mold in a hot box or industrial oven at 140°F (60°C). This may reduce the demold time substantially. Note - time will vary depending on mold thickness.
Mold Performance & Storage - The physical life of the mold depends on how you use it (materials cast, frequency, etc.). Casting abrasive materials such as concrete can quickly erode mold detail, while casting non-abrasive materials (wax) will not affect mold detail. Before storing, the mold should be cleaned with a soap solution and wiped fully dry. Two part (or more) molds should be assembled. Molds should be stored on a level surface in a cool, dry environment.